JDP supply a wide range of fabricated fittings, including Long Radius Bends, Stub Flanges and Hydrant Tees. In addition to the standard range of fittings listed in this section almost any configuration of fitting can be fabricated to suit the needs of the customer, including manifolds and chambers.
The range includes:
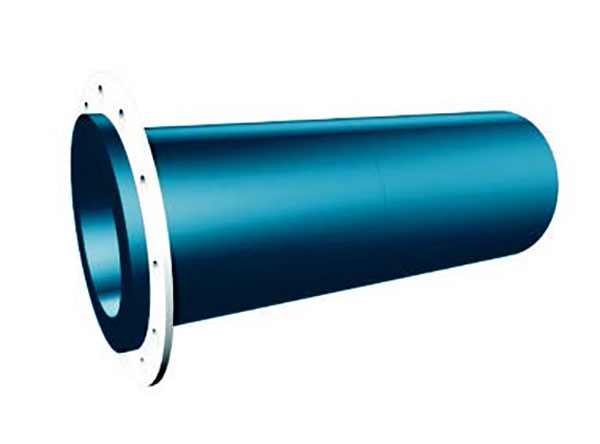
Spigot Fittings - ideally suited for Electrofusion
Pupped Fittings supplied with a minimum pupped length of 500mm (63mm to 450mm OD) and a minimum pupped length of 1000mm (500mm OD and above) making them suitable for Electrofusion or Butt Fusion. If you require different lengths please ask.
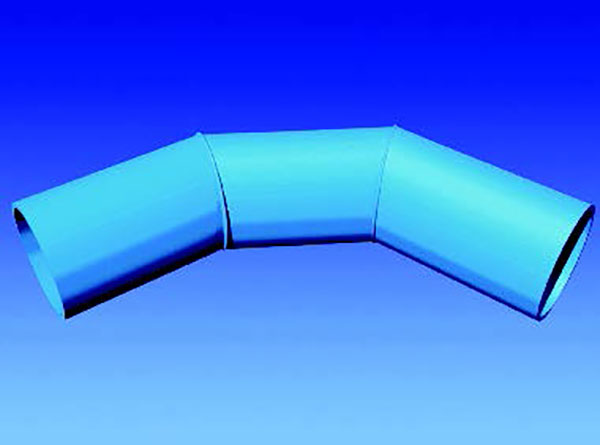
Mitered Bends - short are segmented welded bends suitable for Electrofusion
Mitered Bends - long are segmented welded bends with a minimum length of 500mm making them suitable for Electrofusion or Butt Fusion
Long Radius Bends

- 4.5 x Diameter Radius
- 90 up to 630mm
- 11.25, 22.5, 45, 90 Degree Angles
- Subject to Pressure rating and angle
Mitred Bends
- 90mm up to 630mm
- 11.25, 22.5, 45, 90 Degree Angles
Equal Tees

- 63mm up to 630mm
Flanged Branch Tees

- 315 x 80mm NP16 (Main x Branch)
- 500 x 300mm NP16 (Main x Branch)
Reduced Branch Tees

- 125 x 63mm (Main x Branch)
- 355 x 250mm (Main x Branch)
- Up to 630 x 90mm (Main x Branch)
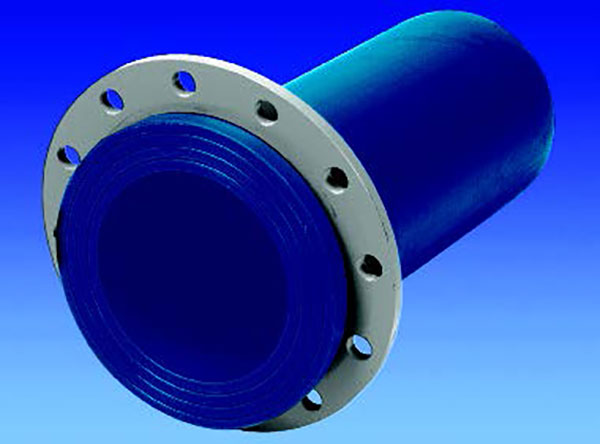
Reduced Stubs
- 250 x 200mm NP16
- 355 x 300mm NP16
- 450 x 400mm NP16
Slim Flanges
- 250 x 200mm NP16
- 315 x 250mm NP16
- 355 x 300mm NP16
- 400 x 350mm NP16
- 450 x 400mm NP16
- 500 x 450mm NP16
Reducers

- 63 50mm up to 630 x 500mm
Installation
Fabricated fittings are manufactured in accordance with quality assurance procedures and ISO9001
Jointing different types of PE
Any PE80 pipe can be joined to another PE80 pipe either by Butt-fusion or Electrofusion. Different manufacturers may have alternative material grades, but as long as the materials are the same i.e. both PE80, they can be joined with the same technique. This also applies to PE100 pipes.
Jointing pipes with different SDRs
Butt-fusion should only be used for jointing pipes of the same OD and SDR value.
Electrofusion can be used to weld pipes of the same OD with different SDR values and therefore wall thickness. However the maximum working pressure of the pipe must not:
- exceed the pressure rating marked on the fitting
- exceed the lower pressure value of the two pipes, if different SDR values
Electrofusion Jointing Guide
This guide is an overview only, if using Electrofusion to joint fabricated fittings and pipe, installation must be carried out by an operative trained in Electrofusion and in accordance with manufacturer’s guidelines.
Installation Overview
- Ensure equipment that is clean, in good condition and regularly maintained
- Use mechanical pipe preparation tooling wherever possible
- Ensure that cutters/blades of mechanical scrapers are clean and in good condition
- Check that you have somewhere clean and dry to place tools and equipment during the Electrofusion process
- Jointing surface of pipe must be dry, clean and suitably scraped
- Check Electrofusion equipment is compatible with fittings – different Electrofusion fittings can have different pin sizes (UK standard is 4.7mm) and automated capability
- Check that the fusion time displayed matches that on the fitting
- Fittings should be dry clean and within their protective wrapping
- Only use alcoholic wipes if the pipe has been previously scraped (>1 minute) to ensure grease removal. A freshly scraped pipe inserted into the fitting immediately is preferred Alcoholic wipes should not be used on Gas pipelines.
- Coiled pipes tend to suffer from ovality. As a result they need to be re-rounded prior to Electrofusion
- Always follow the manufacturer’s installation instructions
A basic electrofusion kit for jointing polyehtylene pipes should include:
- Automatic or manual Electrofusion control box compatible with fittings & appropriate leads
- Compatible generator
- Pipe scraper (mechanical / hand)
- Restraining, aligning and insertion equipment
- Re-rounding clamp
- Rubber hammer
- Packaging tape
- Alcoholic wipes
- Marker pen
- Data retrieval & barcode scanner (if not built in to control box)
Butt-fusion Jointing Guide
This guide is an overview only, if using Butt-fusion to joint fabricated fittings and pipe, installation must be carried out by an operative trained in Butt-fusion and in accordance with manufacturer’s guidelines.
Installation Overview
- Ensure equipment that is clean, in good condition and regularly maintained
- Ensure that the correct jointing parameters for the machine type and pipe are known
- Check the heating plate is clean and dry
- Check the trimmer is clean and that the blades are not damaged and in the correct position for the required pipe size
- Ensure that the generator is in good condition and has sufficient fuel
- A tent is available to provide shelter during welding and end caps are available
- Check that the pipe and fittings are compatible – size of pipe, wall thickness (SDR) and material (PE80 or PE100) is the same
- The pipes and fittings to be jointed are of the same size
- Jointing surface of pipe must be dry, clean and suitably scraped
- Always follow the manufacturer’s installation instructions
A basic electrofusion kit for jointing polyethylene pipes should include:
- Butt-fusion machine with correct sized clamp shells, trimmer, heater plate, hydraulic pump and timer
- Compatible generator
- Pipe support rollers
- Welding tent / shelter and groundsheet
- Cleaning material, lint free cotton cloth or paper towel
- Pipe cutters
- External/ internal de-beading tool
- Data transfer options
- Printer / Minitran
- Pipe end cover caps
- Indelible marker pen